


Челични цевки за автомобилски делови / SCM420H SCM440H SCM435 автомобили челични цевки
Карактеристики
Оценка на материјалот:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C итн.
Површински третман:
1.Оголено
2. Црно офарбано (облога со лак)
3.Поцинкуван
4. Подмачкан
5.Според клиентите.
JIS G3445 Прецизните челични цевки главно се користат во автомобилски и прецизни машински делови за автомобили и цилиндри.употреба под притисок, а исто така и за транспорт на пареа, вода, гасоводи.
Хемиски состав
| Одделение | Означување | Единица (%) | ||||||
| C | Si | Mn | P | S | Nb или V | |||
| 11 одделение | A | СТКМ 11А | 0,12 макс. | 0,35 макс. | 0,60 макс. | 0,040 макс. | 0,040 макс. | - |
| 12 одделение | A | СТКМ 12А | 0,20 макс. | 0,35 макс. | 0,6 макс. | 0,04 макс. | 0,04 макс. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| 13 одделение | A | СТКМ 13А | 0,25 макс. | 0,35 макс. | 0,30~0,90 | 0,040 макс. | 0,040 макс. | - |
| B | СТКМ 13Б | |||||||
| C | STKM 13C | |||||||
| 14 одделение | A | СТКМ 14А | 0,30 макс. | 0,35 макс. | 0,30-1,00 часот | 0,040 макс. | 0,040 макс. | - |
| B | СТКМ 14Б | |||||||
| C | STKM 14C | |||||||
| Одделение 15 | A | СТКМ 15А | 0,25~0,35 | 0,35 макс. | 0,30-1,00 часот | 0,040 макс. | 0,040 макс. | - |
| C | STKM 15C | |||||||
| 16 одделение | A | СТКМ 16А | 0,35~0,45 | 0,40 макс. | 0,40-1,00 | 0,040 макс. | 0,040 макс. | - |
| C | STKM 16C | |||||||
| 17 одделение | A | СТКМ 17А | 0,45~0,55 | 0,40 макс. | 0,40-1,00 | 0,040 макс. | 0,040 макс. | - |
| C | STKM 17C | |||||||
| 18 одделение | A | СТКМ 18А | 0,18 макс. | 0,55 макс. | 1,50 макс. | 0,040 макс. | 0,040 макс. | - |
| B | СТКМ 18Б | |||||||
| C | STKM 18C | |||||||
| 19 одделение | A | СТКМ 19А | 0,25 макс. | 0,55 макс. | 1,50 макс. | 0,040 макс. | 0,040 макс. | - |
| C | STKM 19C | |||||||
| Одделение 20 | A | СТКМ 20А | 0,25 макс. | 0,55 макс. | 1,60 макс. | 0,040 макс. | 0,040 макс. | 0,15 макс |
Механички својства
| Одделение за челик | Јачина на принос (Mpa) | Јачина на истегнување (Mpa) | Издолжување (%) | |
| Име | Бр. | РеХ (мин.) | Rm (мин.) | А (мин.) |
| СТКМ 11А |
| _ | 290 | 35 |
| СТКМ 12А |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| СТКМ 11Б |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Толеранција
| ГОЛЕМИНА | Дозволена толеранција | Специјална толеранција | ||
| OD | WT | OD | WT | |
| 4мм-20мм | ± 0,25 мм | <3 мм± 0,3 mm;
≥ 3 мм ± 10%
| ±0,05мм | ±0,05мм |
| 20мм-30мм | ± 0,25 мм | ± 0,08 мм | ± 0,08 мм | |
| 31мм-40мм | ± 0,25 мм | ±0,10мм | ± 0,08 мм | |
| 41мм-49мм | ± 0,25 мм | ± 0,15 мм | ± 0,15 мм | |
| 50мм-80мм | ±0,5% | ±0,20мм | ±0,20мм | |
| 81мм-120мм | ±0,5% | ±0,30мм | ±0,30мм | |
Услов за испорака
| Означување | Симбол | Опис |
| Ладно завршено (тврдо) | BK(+C) | Цевките не се подложени на термичка обработка по последното ладно формирање и, на тој начин, имаат прилично висока отпорност на деформација |
| Ладно завршено (меко) | BKW | Последната термичка обработка е проследена со ладно цртање кое вклучува ограничена деформација.Соодветната понатамошна обработка овозможува одреден степен на ладно формирање (на пр. виткање, проширување) |
| (+LC) | ||
| Ладно готови и ослободени од стрес | BKS(+SR) | Термичка обработка се применува по последниот процес на ладно формирање.Во зависност од соодветните услови за обработка, зголемувањето на вклучените резидуални напрегања овозможува и формирање и обработка до одреден степен. |
| Анализиран | GBK(+A) | Последниот процес на ладно формирање е проследен со жарење во контролирана атмосфера. |
| Нормализиран | NBK(+N) | Последниот процес на ладно формирање е проследен со жарење над горната точка на трансформација во контролирана атмосфера. |
Услов за испорака
| Означување | Симбол | Опис |
| Ладно завршено (тврдо) | BK(+C) | Цевките не се подложени на термичка обработка по последното ладно формирање и, на тој начин, имаат прилично висока отпорност на деформација |
| Ладно завршено (меко) | BKW | Последната термичка обработка е проследена со ладно цртање кое вклучува ограничена деформација.Соодветната понатамошна обработка овозможува одреден степен на ладно формирање (на пр. виткање, проширување) |
| (+LC) | ||
| Ладно готови и ослободени од стрес | BKS(+SR) | Термичка обработка се применува по последниот процес на ладно формирање.Во зависност од соодветните услови за обработка, зголемувањето на вклучените резидуални напрегања овозможува и формирање и обработка до одреден степен. |
| Анализиран | GBK(+A) | Последниот процес на ладно формирање е проследен со жарење во контролирана атмосфера. |
| Нормализиран | NBK(+N) | Последниот процес на ладно формирање е проследен со жарење над горната точка на трансформација во контролирана атмосфера. |
| Високопрецизни челични цевки на залиха | ||||||||||
| OD | Дебелина (мм) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1,5 | 6*2 | |||||||
| 8 | 8*1 | 8 * 1,5 | 8*2 | |||||||
| 10 | 10*1 | 10 * 1,5 | 10*2 | 10 * 2,5 | ||||||
| 12 | 12*1 | 12 * 1,5 | 12*2 | 12 * 2,5 | 12*3 | |||||
| 14 | 14*1 | 14 * 1,5 | 14*2 | 14 * 2,5 | 14*3 | |||||
| 15 | 15*1 | 15 * 1,5 | 15*2 | 15 * 2,5 | 15*3 | 15 * 3,5 | ||||
| 16 | 16*1 | 16 * 1,5 | 16*2 | 16 * 2,5 | 16*3 | 16 * 3,5 | 16*4 | 16 * 4,5 | ||
| 18 | 18*1 | 18 * 1,5 | 18*2 | 18 * 2,5 | 18*3 | 18 * 3,5 | 18*4 | 18 * 4,5 | ||
| 20 | 20*1 | 20 * 1,5 | 20*2 | 20 * 2,5 | 20*3 | 20 * 3,5 | 20*4 | 20 * 4,5 | 20*5 | |
| 22 | 22*1 | 22 * 1,5 | 22*2 | 22 * 2,5 | 22*3 | 22 * 3,5 | 22*4 | 22 * 4,5 | 22*5 | |
| 25 | 25*1 | 25 * 1,5 | 25*2 | 25 * 2,5 | 25*3 | 25*3,5 | 25*4 | 25*4,5 | 25*5 | |
| 28 | 28*1 | 28 * 1,5 | 28*2 | 28*2,5 | 28*3 | 28 * 3,5 | 28*4 | 28*4,5 | 28*5 | |
| 30 | 30*1 | 30 * 1,5 | 30*2 | 30 * 2,5 | 30*3 | 30*3,5 | 30*4 | 30 * 4,5 | 30*5 | 30*6 |
| 32 | 32 * 1,5 | 32*2 | 32*2,5 | 32*3 | 32 * 3,5 | 32*4 | 32*4,5 | 32*5 | 32*6 | |
| 34 | 34 * 1,5 | 34*2 | 34*2,5 | 34*3 | 34*3,5 | 34*4 | 34*4,5 | 34*5 | 34*6 | |
| 35 | 35*1,5 | 35*2 | 35*2,5 | 35*3 | 35*3,5 | 35*4 | 35*4,5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2,5 | 38*3 | 38*3,5 | 38*4 | 38*4,5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40 * 2,5 | 40*3 | 40 * 3,5 | 40*4 | 40 * 4,5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42 * 2,5 | 42*3 | 42 * 3,5 | 42*4 | 42*4,5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45 * 2,5 | 45*3 | 45 * 3,5 | 45*4 | 45*4,5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2,5 | 46*3 | 46*3,5 | 46*4 | 46*4,5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2,5 | 48*3 | 48*3,5 | 48*4 | 48*4,5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50 * 2,5 | 50*3 | 50 * 3,5 | 50*4 | 50 * 4,5 | 50*5 | 50*6 | ||
| 54 | 54*2,5 | 54*3 | 54*3,5 | 54*4 | 54*4,5 | 54*5 | 54*6 | |||
| 60 | 60 * 2,5 | 60*3 | 60 * 3,5 | 60*4 | 60 * 4,5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3,5 | 65*4 | 65*4,5 | 65*5 | 65*6 | ||||
| 75 | 75*3,5 | 75*4 | 75*4,5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4,5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Забелешка: Ние би можеле да произведеме други големини според вашите барања.Површинска обработка: светла, галванизирана, фосфатна итн. | ||||||||||
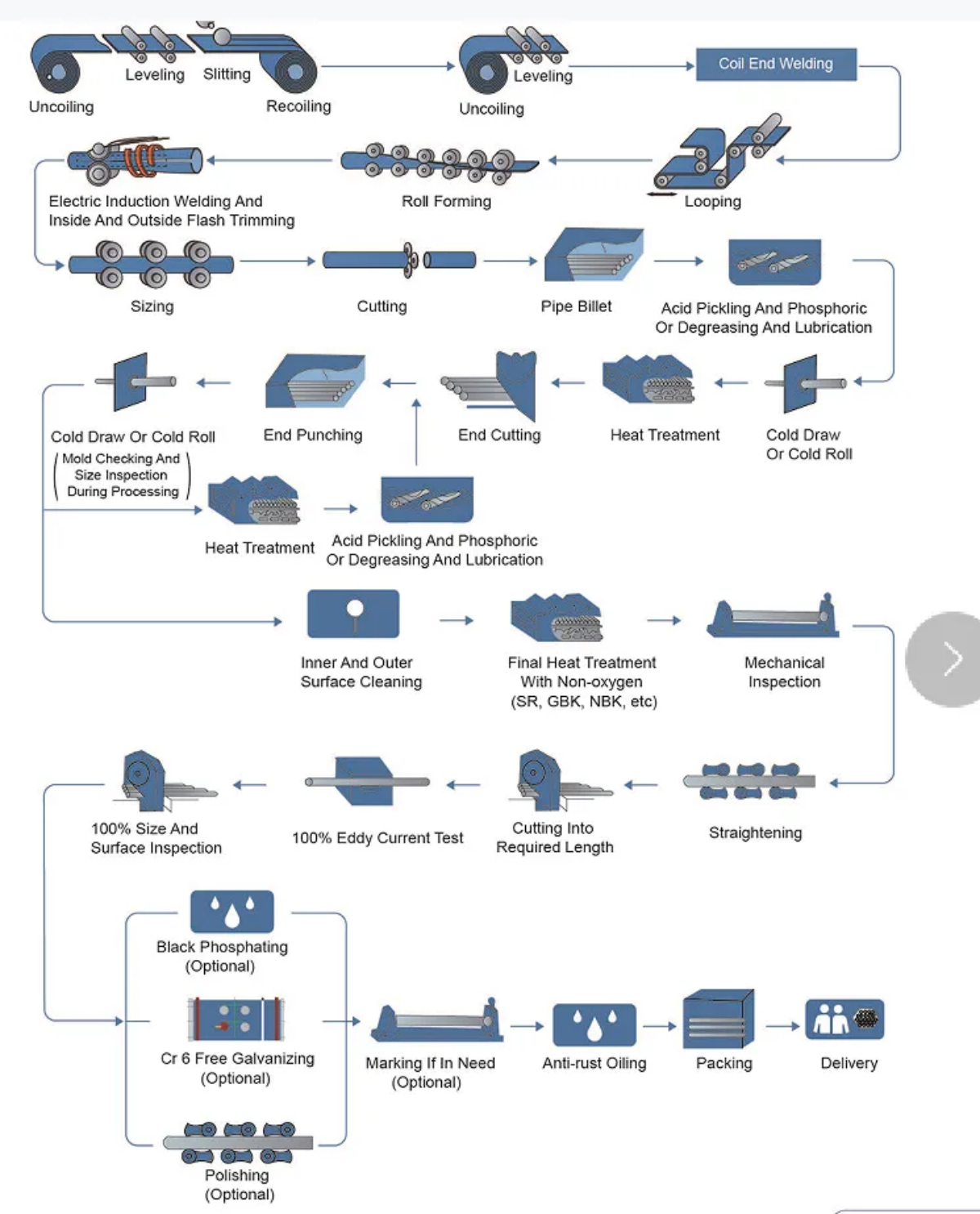
Процес на производство
Предности

Зајакнете ја инспекцијата на производите во секоја фаза на производство, опремена со комплетна опрема за тестирање: недеструктивно тестирање на вртложни струи, машина за тестирање отпорност на висок притисок, универзална механичка машина за тестирање на истегнување, машина за тестирање на изгореници за свиткување израмнување, анализатор на чистота, анализатор на метални елементи итн. Запознајте ги механичките својства на производите, тестот за изведба на процесот, обезбедувајте моќна гаранција за квалификувани производи.
Обезбедување на квалитет
1. Строго според JIS G3445 Стандард или други стандарди.
2. Примерок: Примерокот е бесплатен за тестирање.
3. Тестови: Тест со прскање со сол/Тест на истегнување / Вртлива струја / Тест за хемиски состав според барањето на клиентите
4. Сертификат: IATF16949, ISO9001, SGS итн.
5.EN 10204 3.1 Сертификација





